W metodzie TIG ( Tungsten Insert Gas) łuk spawalniczy powstaje między elektrodą nietopliwą (wolframową), a spawanym przedmiotem w osłonie gazów chemicznie obojętnych (argon,hel). Proces spawania w tej metodzie polega na topieniu drutu spawalniczego za pomocą ciepła wytwarzanego przez łuk elektryczny wytworzony między elektrodą wolframową, a spawanym materiałem. Podczas spawania jeziorko płynnego metalu, dzięki obecności gazu obojętnego jest zabezpieczone przed dostępem powietrza [2].
rodzaj i natężenie przepływu gazu ochronnego w l/min,
rodzaj materiału i średnica elektrody niskotopliwej w mm,
wymiary materiału dodatkowego w mm.
Rodzaj prądu
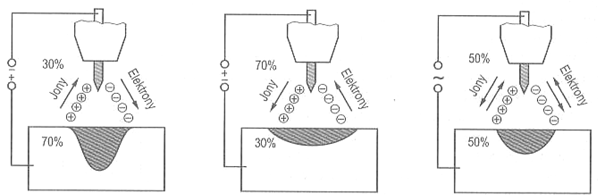
W metodzie spawania TIG stosuje się prąd stały lub przemienny. Tym pierwszym można spawać z biegunowością dodatnią bądź ujemną. W metodzie TIG prądem stałym z elektrodą wolframową podłączoną do bieguna ujemnego spawamy stale stopowe, miedź i jej stopy. Prąd przemienny stosujemy do spawania aluminium i magnezu oraz ich stopów, a także do spawania elementów o małych grubościach [3]. Natężenie prądu ma decydujący wpływ zarówno na szerokość spoiny jak i głębokość wtopienia, oddziałuje również na temperaturę końca elektrody nietopliwej. Wraz ze wzrostem natężenia prądu zwiększa się głębokość wtopienia oraz pojawia się możliwość zwiększenia prędkości spawania. Zbyt duże wartości natężenia prądu mogą spowodować nadtopienie końcówki elektrody co skutkuje pojawieniem się niepożądanych wtrąceń metalicznych w spoinie [4].Wpływ rodzaju prądu i biegunowości łuku spawalniczego na kształt wtopienia ilustruje Rys 2.
Rys. 2. Wpływ rodzaju prądu i biegunowości łuku spawalniczego na kształt wtopienia[1]
Napięcie łuku
Napięcie łuku w zależności od rodzaju użytego gazu osłonowego ma wpływ na kształt spoiny oraz długość łuku. Napięcie łuku w dużej mierze zależy od natężenia prądu oraz rodzaju elektrody. Przy wzroście napięcia łuku obserwujemy poszerzenie się lica spoiny, pogarsza się jednak osłona łuku i ciekłego metalu spoiny oraz zmniejsza się głębokość wtopienia [4].
Prędkość spawania ma wpływ na ilość wprowadzanego ciepła do złącza spawanego, szerokość spoiny, a także głębokość przetopienia. Zmieniając prędkość spawania mamy wpływ na przemiany strukturalne, wielkość i rozkład naprężeń, a nawet odkształcenia spawalnicze. Przy spawaniu nie zmechanizowanym prędkość jest zależna od umiejętności spawacza oraz kształtu ściegu spoiny [4].
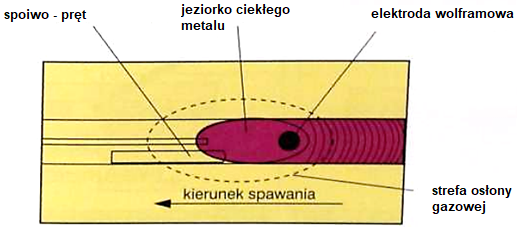
Gazy osłonowe stosowane w metodzie TIG to argon, hel oraz mieszaniny. W pewnych przypadkach możliwe jest użycie mieszanki argonu i wodoru. Rolą gazu osłonowego jest ochrona strefy spawania przed szkodliwym działaniem powietrza (Rys.3).
Rys. 3. Wpływ rodzaju prądu i biegunowości łuku spawalniczego na kształt wtopienia [1]
Porównanie gazów osłonowych
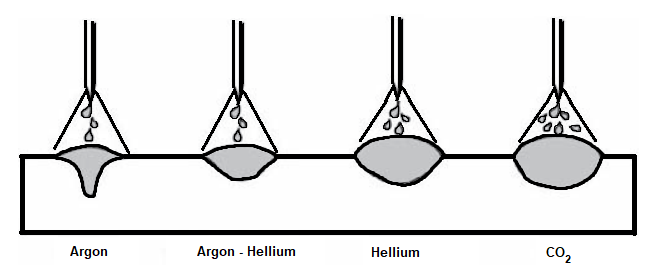
Gazy osłonowe wpływają także na stabilność jarzenia się łuku. Najczęściej stosowanym obojętnym gazem osłonowym jest argon, wpływa on na stabilność łuku, a także zapewnia jego łatwiejsze się zajarzenie. Dzięki temu, że argon jest 10-krotnie cięższy od helu jego zużycie jest mniejsze. Hel posiada większy potencjał jonizacji od argonu, co skutkuje trudniejszym zajarzeniem się łuku, ale jednocześnie zwiększa jego moc cieplną. W stosunku do argonu, łuk jarzący się w osłonie helu jest mniej stabilny z powodu mniejszej gęstości, a także jego koszt jak i zużycie są większe. Kompromisowym rozwiązaniem jest stosowanie mieszanki argonu i helu. Mieszanka taka zapewnia stabilny i elastyczny łuk, a także uzyskanie dużej głębokości wtopienia (Rys.4) [5].
Tabela 1. Wybrane rodzaje gazów osłonowych i ich własności [1]
Rodzaj gazu
Zastosowanie
Oddziaływanie
Argon
Stabilny łuk,
łatwe zajarzenie
dobre czyszczenie katodowe
Aluminium, Magnez, Tytan i ich stopy
Hel
Wydziela większą ilość ciepła podczas jonizacji (duża głębokość wtopienia)
Możliwość spawania pułapowego
Mniejsza stabilność łuku
Miedź, Nikiel i ich stopy, Stale nierdzewne, Stale węglowe i niskostopowe (blachy)
Argon+Hel
Kompromis pomiędzy cechami obu gazów
Stale węglowe i niskostopowe, Stopy Tytanu, Miedź, Stopy Niklu
Argon+wodór
Czystsze spoiny
Wzrost napięcia łuku
Większe prędkości spawania
Rys. 4. Wpływ rodzaju gazu osłonowego na przekrój poprzeczny spoiny [6]
Elektrody stosowane w metodzie TIG
Do spawania metodą TIG używa się elektrod nietopliwych wolframowych. Do wytwarzania elektrod wolfram może być użyty w czystej postaci lub jako stop z dodatkiem dwutlenków. Dwutlenki dodane do wolframu skutkują wydłużeniem się trwałości elektrod, poprawą stabilności łuku, a także ułatwiają zajarzenie się łuku. Zmniejszają również szansę na przedostanie się wtrąceń wolframowych do spoiny. Średnica elektrod wolframowych to 0,5-10 mm, a ich długość to 50-175 mm [5]. W praktyce do spawania ręcznego wykorzystuje się elektrody o średnicy 2,0-3,2mm. Elektrody o większych średnicach można spotkać w spawaniu zmechanizowanym [3]. Wymagania dla elektrod wolframowych stosowanych w metodzie TIG znajdują się w normie PN EN 26848:1997. Oznaczenia, skład chemiczny oraz kolor elektrody przedstawia tabela 2 [7].
Tabela 2. Wybrane rodzaje elektrod używanych w spawaniu TIG
Kolor
Nazwa
Skład
Rodzaj pracy
Zastosowanie
Zielony
WP
Wolframowa 100% Wolfram
AC
Spawanie aluminium spawanie magnezu spawanie ich stopów
Czerwony
WT20
TOROWA 2% - Tor 98% Wolfram
DC
stale niskostopowe stale wysokostopowe stopy miedzi stopy niklu stopy tytanu
Szary
WC20
CEROWA 2% - Cer 98% - Wolfram
AC/DC
stale niskostopowe stale wysokostopowe stopy aluminium stopy miedzi stopy niklu stopy tytanu
Złoty
WL15
:LANTANOWA 1,5% - Lantan 98% - Wolfram
AC/DC
stale niskostopowe stale wysokostopowe stopy aluminium stopy miedzi stopy niklu stopy tytanu
Niebieski
WL20
LANTANOWA 2% - Lantan 98% - Wolfram
AC/DC
stale niskostopowe stale wysokostopowe stopy aluminium stopy miedzi stopy niklu stopy tytanu
Purpurowy
WX3
1,75% - Lantan 0,095% - Cer 98,15% - Wolfram
AC
stale niskostopowe stale wysokostopowe stopy miedzi stopy niklu stopy tytanu
Źródło :https://www.spmf.pl/metoda-tig/
Materiały dodatkowe
Spawanie metodą TIG może być prowadzone bez dodawania spoiwa jeśli spawamy elementy cienkie lub z dodaniem spoiwa jeśli spawamy elementy powyżej 2mm . Gdy nie dodajemy spoiwa spoina powstanie ze stopionych brzegów elementów łączonych. Gdy decydujemy się na wprowadzenie materiału dodatkowego stosujemy ukosowanie brzegów łączonych elementów. Typowymi rodzajami złączy ,z którymi można się spotkać wybierając metodę spawania MIG są złącza doczołowe, teowe, narożne, zakładkowe i przylgowe [3].
Przygotowując elementy do spawania metodą TIG należy postępować według ogólnie przyjętych zasad. Wymiary przygotowanych elementów powinny zgadzać się z tymi, które możemy spotkać na rysunku konstrukcyjnym. Przed spawaniem, wszystkie elementy należy dokładnie oczyścić, aby zapobiec późniejszemu powstawaniu wad w spoinie. Elementy spawane powinny być odpowiednio dopasowane oraz ułożone względem siebie. Używanie metalicznie czystych powierzchni elementów spawanych zwiększy szansę na uzyskanie prawidłowej spoiny [3].
Zalety metody TIG
Do zalet spawania metodą TIG można m.in. zaliczyć:
tworzenie się niewielkiej ilości żużla,
łatwość obserwacji strefy spajania,
dobrą jakość złączy spawanych,
możliwość łączenia prawie wszystkich metali i ich stopów,
łatwość ustawiania i kontroli parametrów spawania,
możliwość precyzyjnego sterowania ilością ciepła oraz materiału dodatkowego oraz możliwość spawania z zastosowaniem spoiwa lub bez niego [1].
Wady metody TIG
Do wad spawania metodą TIG zaliczamy:
małą wydajność procesu,
konieczność stosowania w większości przypadków osłony grani,
możliwość dostania się wtrąceń wolframu do spoiny,
możliwość kontaktu elektrody z jeziorkiem spawalniczym w trakcie procesu,
konieczność przygotowania i mocowania brzegów spawanych elementów jeśli spawamy bez dodatku spoiwa [1].
Bibliografia podstrony:
1.Poradnik Inżyniera 2, pod redakcją Jana Pilarczyka, Wydawnictwo NaukowoTechniczne, Warszawa, 2005
2.Ferenc K., Spawalnictwo, Wydawnictwo Naukowo-Techniczne, Warszawa 2013
3.Mizerski J., Spawanie w osłonie gazów metodą TIG – podręcznik dla spawaczy i personelu nadzoru spawalniczego, Wydawnictwo REA s. j., Warszawa 2014
4.Klimpel A., Spawanie, zgrzewanie i cięcie metali, technologie, Wydawnictwo Naukowo-Techniczne, Warszawa 1999
5.Ambroziak A., Techniki wytwarzania, spawalnictwo, laboratorium, Oficyna Wydawnicza Politechniki Wrocławskiej, Wrocław 2010
6.Nigaj J., Gazy osłonowe do spawania metodą MIG/MAG – cz. I, w: STAL Metale & Nowe Technologie wydanie nr 7-8/2017, str. 16 https://stal.elamed.pl/archiwum[wydanie,37472,7,2017 [dostęp 01.12.2020 r.]
7.Poradnik Inżyniera 1, pod redakcją Jana Pilarczyka, Wydawnictwo NaukowoTechniczne, Warszawa, 2003