Metoda MMA (111)
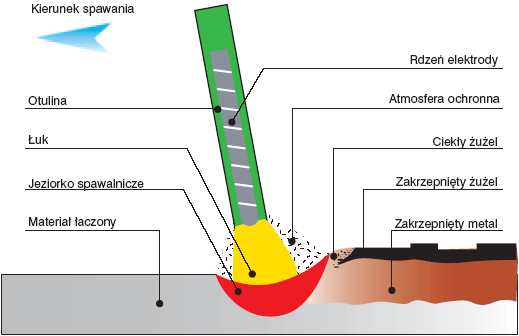
Rys. 1. Spawanie metodą MMA [1]
Spawanie elektrodą otuloną, znane także jako MMA lub MMAW (Manual Metal Arc Welding) to jedna z najstarszych stosowanych metod spawania łukowego. W tej metodzie, trwałe połączenie uzyskuje się poprzez stopienie ciepłem łuku elektrycznego topliwej elektrody otulonej oraz materiału spawanego. Łuk elektryczny jarzy się między pokrytym otuliną rdzeniem elektrody, a spawanym materiałem. Stopione ciepłem spawalniczego łuku elektrycznego składniki metaliczne otuliny, rdzeń metaliczny elektrody, a także nadtopione brzegi materiału spawanego tworzą złącze spawane (Rys. 1). Zależnie od rodzaju spawanego metalu i techniki, udział materiału rodzimego w spoinie może wynieść od 10-40%. [2]
Budowa elektrody otulonej
Elektrody otulone są wykonane z rdzenia oraz otaczającej go otuliny (Rys. 2). Jeden z końców elektrod służy do zajarzania łuku i spawania (czarna główka), natomiast drugi umieszczany jest w uchwycie spawalniczym (goły rdzeń). Elektrody otulone znajdują zastosowanie nie tylko w spawaniu, ale także w napawaniu, a rzadziej w cięciu. Dobiera się je w zależności od wymagań materiału łączonego, spodziewanej wytrzymałości złącza, a także rodzaju prądu czy pozycji w jakiej wykonywany będzie proces spawania. [3]
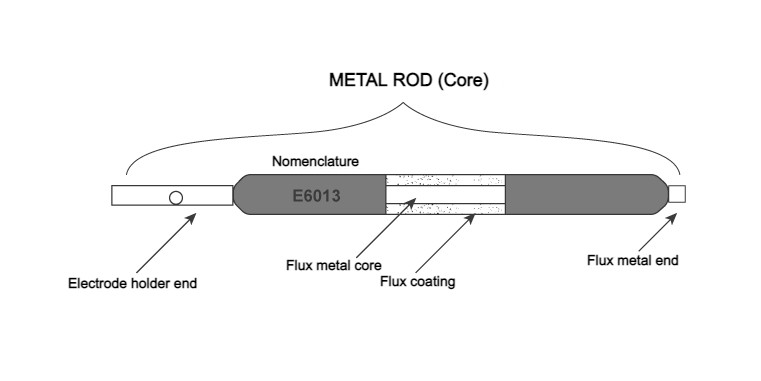
Rys. 2. Schemat elektrody otulonej [https://www.stayer.es/en/news/aspects-to-be-taken-into-account-in-mma-welding/]
Klasyfikacja elektrod
Ze względu na skład chemiczny wyróżnić można następujące rodzaje elektrod[PN-EN ISO 2560:2021-03]:
- A - kwaśne,
- B - zasadowe,
- C - celulozowe,
- O - utleniające,
- S - stopowe,
- R - rutylowe,
a także elektrody mieszane:
- rutylowo – kwaśne RA,
- rutylowo – zasadowe RB,
- rutylowo – celulozowe RC.
Zadania otuliny
Otuliną nazywamy sprasowaną mieszaninę składników mineralnych, a także organicznych i dodatków stopowych. Najbardziej istotnym zadaniem otuliny jest osłona łuku przed dostępem atmosfery. Pozostałe jej funkcje to: wprowadzenie do obszaru spawania pierwiastków odtleniających, wytworzenie powłoki żużlowej nad ciekłym jeziorkiem i krzepnącym materiałem spoiny, stabilizacja łuku spawalniczego oraz regulacja składu chemicznego spoiny. [3]
Stanowisko do pracy MMA
Przed omówieniem najważniejszych parametrów procesu spawania elektrodą otuloną, warto zapoznać się ze stanowiskiem pracy przedstawionym na poniższym rysunku (Rys.3), które zawiera[2]:
- źródło prądu – zasilacz łuku spawalniczego,
- izolowany uchwyt elektrodowy,
- wyposażone w odpowiednie złączki i przyłącza przewody spawalnicze,
- młotek oraz szczotkę do oczyszczania obszaru spoiny,
- pojemników do przechowywania elektrod oraz ich odpadów,
- wentylacji (odciąg dymów),
- urządzenia do suszenia elektrod (np. piec, suszarka, termos),
- kleszczy do obracania gorących elementów.

Rys. 3. Schemat stanowiska MMA [2]
Parametry spawania
Spawanie MMA w znacznej części uzależnione jest od umiejętności i doświadczenia spawacza. Parametry spawania określone w warunkach technologicznych spawania danej konstrukcji są informacją zwrotną, do której operator dostosowuje swoje możliwości i umiejętności. Podstawowe parametry spawania łukowego elektrodą otuloną to [4]:
- rodzaj i natężenie prądu spawania [A],
- napięcie łuku[V],
- prędkość spawania [m/min],
- średnica elektrody [mm],
- położenie elektrody względem złącza.
Rodzaj prądu spawania
Spawanie elektrodą otuloną może być prowadzone prądem stałym z biegunowością zarówno dodatnią jak i ujemną, a także prądem przemiennym. Producenci elektrod podają informację na temat rodzaju prądu i biegunowości, jakich należy użyć, zależnie od rodzaju posiadanej elektrody. Spawanie prądem stałym z biegunowością dodatnią na elektrodzie powoduje większe gromadzenie się na niej ciepła, co skutkuje zwiększeniem się prędkości jej stapiania. W przypadku spawania prądem stałym z biegunowością ujemną, więcej ciepła gromadzi się w materiale rodzimym, przez co zwiększa się głębokość przetopu. Możliwe jest także spawanie przy zastosowaniu prądu przemiennego, jednakże prowadzi to często do zmniejszenia się stabilności jarzenia się łuku (Rys. 4). Zaletami tej metody są natomiast minimalne ugięcie łuku oraz równomierne obciążenie sieci elektrycznej. Spawanie prądem przemiennym stosowane jest często w warunkach „domowych” z uwagi na niski koszt urządzenia (spawarka transformatorowa). [5]
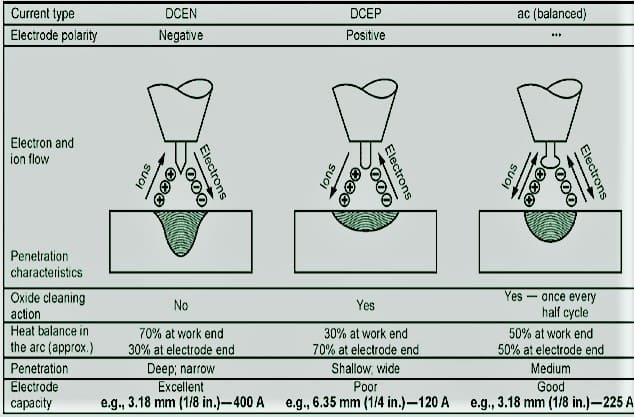
Rys. 4. Wpływ rodzaju prądu na obszar spoiny [https://www.materialwelding.com/types-of-polarity-in-smaw-mig-mag-fcaw-tig-and-saw/]
Długość łuku
Długość łuku podczas spawania metodą MMA, w zależności od rodzaju i średnicy elektrody, a także pozycji spawalniczej powinna wynosić (0,5÷1,1)*d mm (d - średnica rdzenia elektrody). Napięcie łuku jest zależne od długości łuku, rodzaju otuliny, a także natężenia prądu. Wpływa ono na głębokość przetopu, prędkość spawania, a także na sam charakter przenoszenia kropli metalu w łuku. Napięcie łuku zwiększa się wraz ze wzrostem długości łuku powodując zwiększenie ilości rozprysków, zmniejszenie stabilności łuku, a także może prowadzić do wystąpienia zjawiska ugięcia łuku (Rys.5). Spawanie zbyt krótkim łukiem prowadzi natomiast do niedoborów ciepła potrzebnego do przetopu materiału, a sam łuk może jarzyć się niestabilnie prowadząc do zwarć. [5]
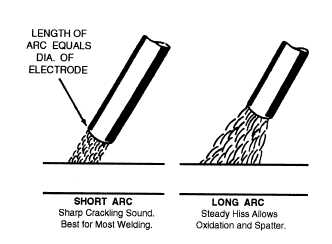
Rys. 5. Długość łuku [https://constructionmanuals.tpub.com/14250/css/Length-of-Arc-143.htm]
Prędkość spawania
Parametr prędkości spawania, podobnie jak w pozostałych opisywanych na stronie metodach (np. MIG/MAG, TIG) jest zależny głównie od umiejętności i możliwości spawacza, a także pozycji spawalniczej, rodzaju elektrody oraz założonej głębokości przetopu. Zbyt duża prędkość spawania jest powodem powstania wąskiej i nieregularnej spoiny. Mała prędkość spawania powoduje, że spoina jest wysoka (duża głębokość przetopu) i szeroka (Rys.6). [5]
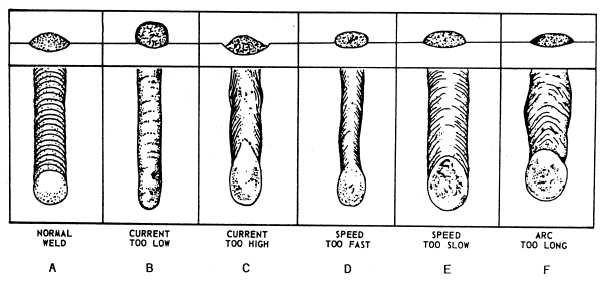
Rys. 6. Wpływ parametrów na spoinę [https://constructionmanuals.tpub.com/14250/css/Length-of-Arc-143.htm]
Średnica elektrody
Dobór średnicy elektrody uzależniony jest od grubości spawanego elementu, pozycji spawania, a czasem także od kolejności układania ściegów. Ważne jest, aby średnica elektrody była mniejsza niż grubość materiału rodzimego. Na rynku, najczęściej można spotkać elektrody o średnicach 2,5; 3,25; 4,0; 5,0 i 6,0 mm, przy długościach 350 i 450 mm. [3]
Pochylenie elektrody względem złącza
Dobierając parametry spawania warto także przyjrzeć się odpowiedniemu pochyleniu elektrody względem złącza spawanego (Rys.5). Dzięki dobrze dobranemu kątowi elektrody pod jakim działa ona na łączony materiał, możemy regulować kształt spoiny, głębokość i szerokość wtopienia, a także wysokość nadlewu. Pochylenie elektrody zgodnie z kierunkiem spawania powoduje wciskanie ciekłego metalu do tylnej części jeziorka spawalniczego powodując wzrost głębokości przetopu i zmniejszenie szerokości i wielkości lica. W przypadku pochylenia elektrody w kierunku przeciwnym do spawania, ciekły metal wciskany jest do jeziorka z przodu, przez co maleje głębokość przetopu, ale jednocześnie wzrasta wysokość i szerokość lica. [3]
Zalety metody MMA
Zaletami metody MMA są [1] :
- możliwość spawania różnych rodzajów i gatunków metali i stopów,
- brak ograniczeń związanych z wyborem pozycji spawalniczej,
- spoiny cechują się wysoką jakością oraz ich dobrymi własnościami mechanicznymi,
- możliwość spawanie zarówno cienkich (praktycznie od 1,5mm) jak i grubych elementów (powyżej 4 mm),
- wykorzystanie stosunkowo prostych, łatwo przenośnych i tanich urządzeń spawalniczeych.
Wady metody MMA
Do wad metody MMA należy zaliczyć [1]:
- niska wydajność (ok. 1-5kg stopiwa/godz.),
- mała prędkość spawania( ok. 0,1-0,4 m/min),
- jakość spoin uzależniona jest od umiejętności spawacza,
- konieczność wymiany elektrod oraz usuwania żużla,
- w trakcie procesu wydziela się duża ilość gazów i dymów spawalniczych,
- stosunkowo wysoki koszt materiałów spawalniczych jakimi są elektrody.
Zastosowanie
Metoda spawania MMA znajduje głównie zastosowanie w spawaniu konstrukcji stalowych w przemyśle stoczniowym, spawaniu rurociągów, spawaniu w warunkach polowych oraz w miejscach o utrudnionym dostępie. Ze względu na cenę i dostępność urządzeń spawalniczych znalazła swoje zastosowanie także w małych warsztatach naprawczych. Spawanie elektrodą otuloną może być stosowane w każdych warunkach i dlatego jest jedną z najbardziej uniwersalnych metod w całej branży spawalniczej. [1]