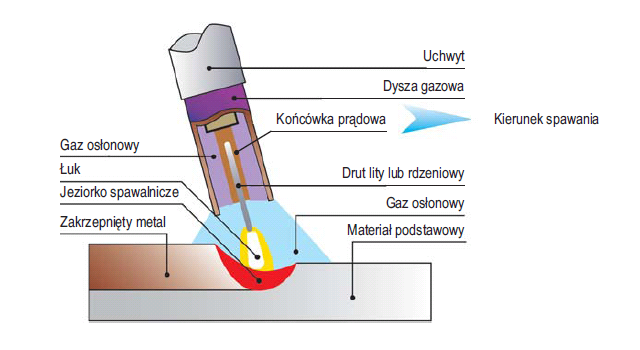
Metody spawania łukowego elektrodą metalową (topliwą) w osłonie gazów czyli MSG (Metal ShieldedGas) możemy podzielić na te, w których do osłony przestrzeni spawania stosuje się gazy aktywne (metoda MAG) i te, w których do osłony wykorzystujemy gazy obojętne (metoda MIG). W procesach spawania metodami MSG drut jest stapiany ciepłem łuku spawalniczego, dlatego takie druty nazywane są drutami elektrodowymi. Stosuje się druty lite lub proszkowe [3]. W obu metodach drut elektrodowy podawany jest mechanicznie do uchwytu spawalniczego. Łuk elektryczny jarzący się między elektrodą topliwą, a elementami spawanymi tworzy jeziorko ciekłego metalu i topi końcówkę drutu wysuwającego się z uchwytu spawalniczego. Spoina powstaje z nadtopionych brzegów elementów spawanych i stopionej końcówki drutu elektrodowego [3]. Metodę MIG stosuje się do spawania aluminium, magnezu, miedzi i innych metali nieżelaznych i ich stopów, natomiast metodę MAG wykorzystuje się do łączenia stali konstrukcyjnych niestopowych, niskostopowych i wysokostopowych [1].
średnica drutu elektrodowego oraz prędkość jego podawania,
skład i wydatek gazu osłonowego,
długość wolnego wylotu.
Rodzaj i biegunowość prądu
W metodzie MIG/MAG wykorzystywany jest prąd stały o biegunowości dodatniej, zapewniający intensywnie stapianie się drutu spawalniczego. Możliwe jest również spawanie prądem pulsującym oraz prądem o podwójnej pulsacji wykorzystując półautomaty spawalnicze wyższej klasy [2].
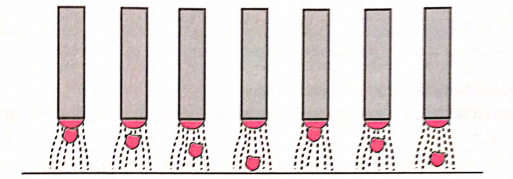
Spawanie pulsacyjne jest metodą spawania zapewniającą trwalszą spoinę. Podczas spawania pulsacyjnego wytwarzane są dwa rodzaje prądu: prąd podstawowy oraz prąd pulsacyjny. Prąd podstawowy wykorzystywany jest do podtrzymania łuku spawalniczego oraz nadtopienia drutu i brzegów łączonych elementów. Prąd pulsacyjny jest odpowiedzialny za przeniesienie płynnego metalu do jeziorka spawalniczego bez powstania rozprysków i zwarć. Spawanie pulsacyjne w stosunku do spawania prądem stałym pozwala na uzyskanie lepszej spoiny, niezależnie od pozycji spawalniczej. Energia cieplna jest wprowadzana do spoiny impulsowo, a pomiędzy kolejnymi pulsami następuje jej wychłodzenie. W taki sposób łatwiej uzyskać pożądany kształt i wymiary spoiny oraz uniknąć konieczności usuwania rozprysków spawalniczych (Rys.2).
Początkowo spawanie pulsacyjne wykorzystywano przede wszystkim do łączenia stali nierdzewnych i aluminium, z czasem zauważono, że można zastosować je również do spawania miedzi i niklu. Dzięki wykorzystaniu prądu pulsacyjnego, możliwe jest uzyskanie spoiny o drobnokrystalicznej strukturze i wytrzymałej na powstawanie pęknięć. Spawanie prądem pulsacyjnym umożliwia dodatkowo zmniejszenie zużycia energii elektrycznej [6].
Rys. 2. Przenoszenie stopiwa podczas spawania prądem pulsującym [3]
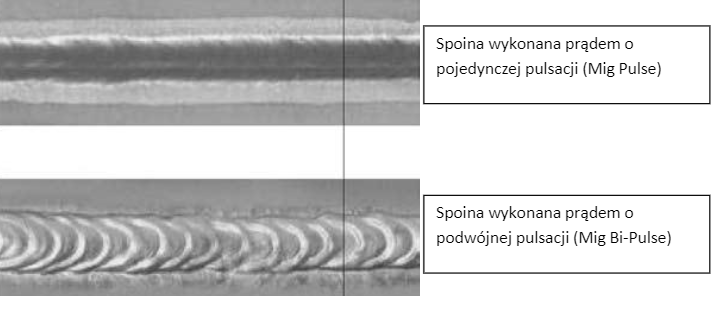
Istnieje możliwość spawania migomatami mającymi funkcję spawania podwójnym pulsem. W okresie trwania pulsacji prądu pojawia się chwilowy wzrost siły, a później następuje powrót do stanu wyjściowego. Spawanie podwójnym prądem pulsacyjnym umożliwia regulację pulsacji prądu wykorzystywanego do łączenia materiału, a także szybkości podawania drutu. Dzięki zastosowaniu tej metody poprawia się wygląd i profil spoiny, to skuteczny sposób na uzyskanie spoiny o regularnej łusce podobnej wizualnie do tej powstałej w spawaniu metodą TIG (Rys.3) [6].
Rys. 3. Spoina wykonana pojedyńczym pulsem oraz podwójnym
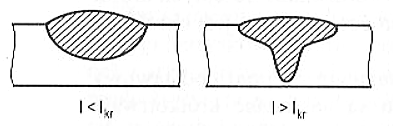
Wartość natężenia prądu jest zależna m.in. od: grubości oraz składu chemicznego materiału podstawowego, średnicy drutu elektrodowego, pozycji spawania oraz prędkości spawania. Wraz ze zwiększeniem natężenia prądu rośnie głębokość wtopienia (Rys.4) [3].
Rys. 4. Kształt wtopienia w zależności od natężenia prądu spawania [7}
Wyróżnia się trzy charakterystyczne rodzaje łuków spawalniczych: łuk zwarciowy (kroplowy), łuk przejścjiowy (mieszany) oraz łuk natryskowy (bezzwarciowy). Rodzaj łuku spawalniczego, który należu użyć zależy od grubości spawanych elementów, stosowanego gazu osłonowego, średnicy drutu, a także pozycji spawalniczej.
Napięcie łuku spawalniczego ma wpływ na ilość rozprysków ciekłego metalu oraz stabilność łuku. Spawanie łukiem długim powoduje rozpryski ciekłego metalu oraz uzyskanie szerokiej i płaskiej spoiny. Sugerowane jest spawanie z wykorzystaniem spawania łukiem krótkim, prądem o małym napięciu, ten sposób pozwala na uzyskanie wąskiej spoiny z głębszym wtopieniem oraz mniejszym rozpryskiem metalu [3].
Tabela 1 Rodzaje transferu metalu elektrody topliwej w łuku spawalniczym podczas spawania metodami MAG i MIG [3]
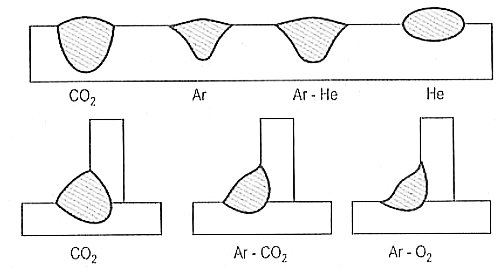
Stosowany gaz osłonowy, zależnie od jego składu może być obojętny w przypadku metody MIG lub aktywny w przypadku metody MAG. Gaz aktywny reagując ze stopionym materiałem ma wpływ na charakter przenoszenia metalu w łuku spawalniczym, kształt spoin oraz własności mechaniczne złączy spawanych. Gaz obojętny nie reaguje ze stopionym materiałem. Ma jednak wpływ na temperaturę w łuku spawalniczym, która decyduje o parametrach łuku i jego kształcie. Stosowane samodzielnie gazy ochronne to argon, hel i dwutlenek węgla. Pozostałe gazy, czyli: tlen, wodór, azot czy tlenek azotu, stosowane są jako dodatki do argonu, helu i dwutlenku węgla, a wprowadza się je w celu modyfikacji jarzenia się łuku i zachowania jeziorka spawalniczego, oraz poprawy własności spoin lub warunków środowiskowych spawania (Rys.5) [8]. Do określenia wydatku gazu stosowane są takie przyrządy pomiarowe jak rotametr oraz przepływomierz. Wydatek wybranego gazu zależy od średnicy stosowanych drutów elektrodowych (zwykle jest to wartość 10-12 krotności średnicy stosowanego drutu elektrodowego) [3].
Rys. 5. Wpływ składu osłony gazowej na głębokość wtopienia [7]
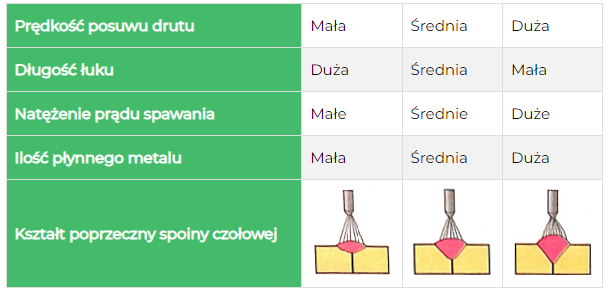
Dobór średnicy drutu elektrodowego jest uzależniony od grubości materiału podstawowego oraz pozycji spawania. Stosowanie mniejszych średnic drutów skutkuje uzyskaniem węższej spoiny. Im mniejsza średnica drutu tym stabilniejszy łuk. Do wad używania cieńszych drutów możemy zaliczyć konieczność użycia większych prędkości spawania oraz utrudnienie techniki spawania jak i zwiększenie w spoinie udziału miedzi ograniczającej właściwości plastyczne spoiny [3]. Wpływ prędkości posuwu drutu na kształt poprzeczny spoiny czołowej przedstawia tabela 2.
Tabela 2 Wpływ prędkości podawania drutu elektrodowego na zmienę parametrów spawania [3]
Długość wolnego wylotu
Długość wolnego wylotu to odległość między topiącym się końcem drutu, a końcówką prądową. Możliwe jest jej regulowanie za pomocą wysokości trzymania uchwytu nad spawanym przedmiotem. Wpływa na intensywność podgrzania drutu, jego temperaturę oraz prędkość stapiania (Rys.6) [2].
Rys. 6. Wpływ długości wolnego wylotu oraz prowadzenia uchwytu spawalniczego na spoinę [3]
możliwość spawania metali i ich stopów we wszystkich pozycjach,
wysoką wydajność spawania,
relatywnie niski koszt materiałów spawalniczych,
dobrą jakość spoin.
Wady metody MIG/MAG
Wadami metody MIG/MAG są[1]:
relatywnie wysokie koszty zakupu wyposażenia oraz maszyn,
zależność jakości spoin od umiejętności spawacza,
większa skłonność do porowatości spoin oraz powstawania przyklejeń (MAG) .
Bibliografia podstrony:
1.Opis metody MIG/MAG, https://www.icd.pl/poradnik/post/metoda_mig_mag [dostęp 01.12.2020 r.]
2.Technika spawania MIG/MAG https://www.icd.pl/poradnik/post/technika_spawania_mig_mag/print (dostęp 01.12.2020 r.)
3.Mizerski J., Spawanie w osłonie gazów metodami MIG/MAG – podręcznik dla spawaczy i personelu nadzoru spawalniczego, Wydawnictwo REA s. j., Warszawa 2008.